English
English
 русский
русский
 عربى
عربى
Get in touch
Get in touch
Jun 25, 2025
Pressure relief valves play a critical role in maintaining safety in various industrial systems by preventing excessive pressure buildup. To ensure these valves function correctly, thorough testing procedures aligned with established standards are essential. This article will explore the procedures and standards involved in pressure relief valve testing, with a focus on the importance of specialized equipment such as solenoid coil testers and valve body test machines.

Understanding Pressure Relief Valve Testing
Pressure relief valve testing is the process of evaluating the valve’s ability to open at a preset pressure to release excess fluid or gas and then reseat properly once normal conditions return. This testing ensures that the valve performs reliably under operational conditions, preventing damage to equipment and ensuring safety for personnel.
Testing procedures generally involve several key steps: visual inspection, functional testing, leak testing, and calibration. Each step requires appropriate equipment and adherence to recognized standards, such as those published by the American Society of Mechanical Engineers (ASME) and the International Organization for Standardization (ISO).
Testing Procedures
Visual and Dimensional Inspection
The one step in pressure relief valve testing is a thorough visual inspection of all components, including the valve body, seat, and actuator. Any signs of corrosion, wear, or damage must be addressed before proceeding. Dimensional checks using precision measuring tools ensure that parts meet manufacturing tolerances.
Functional Testing
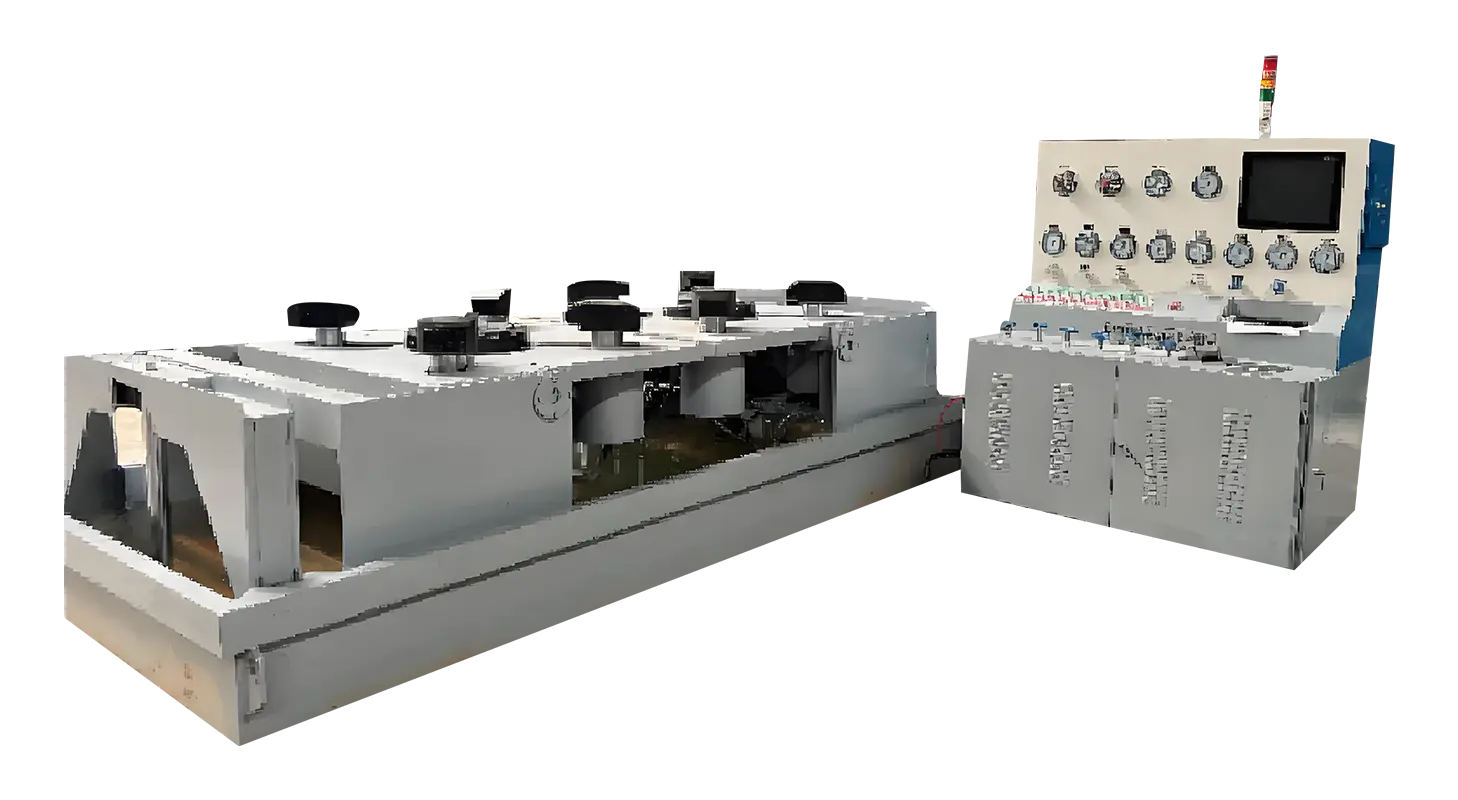
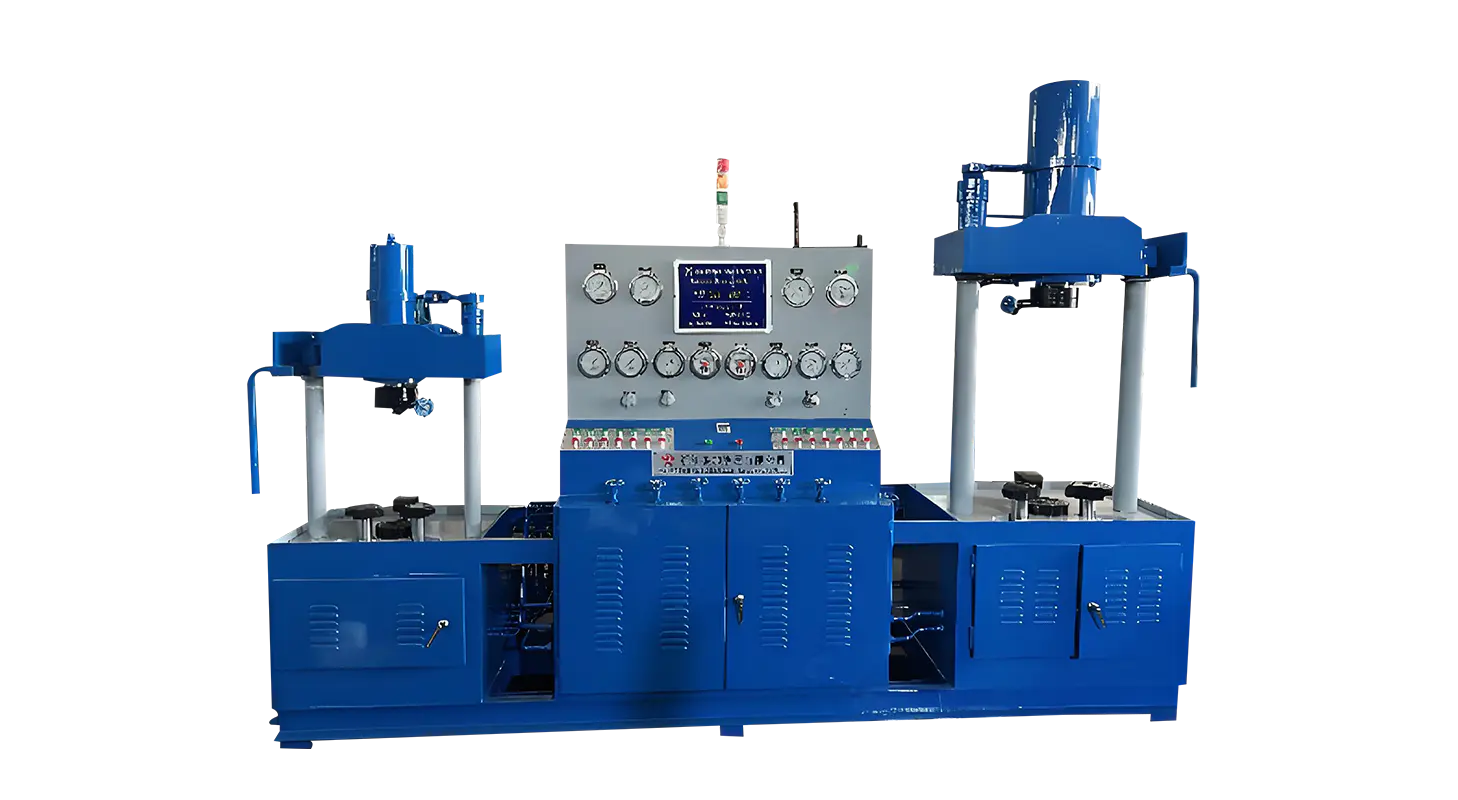
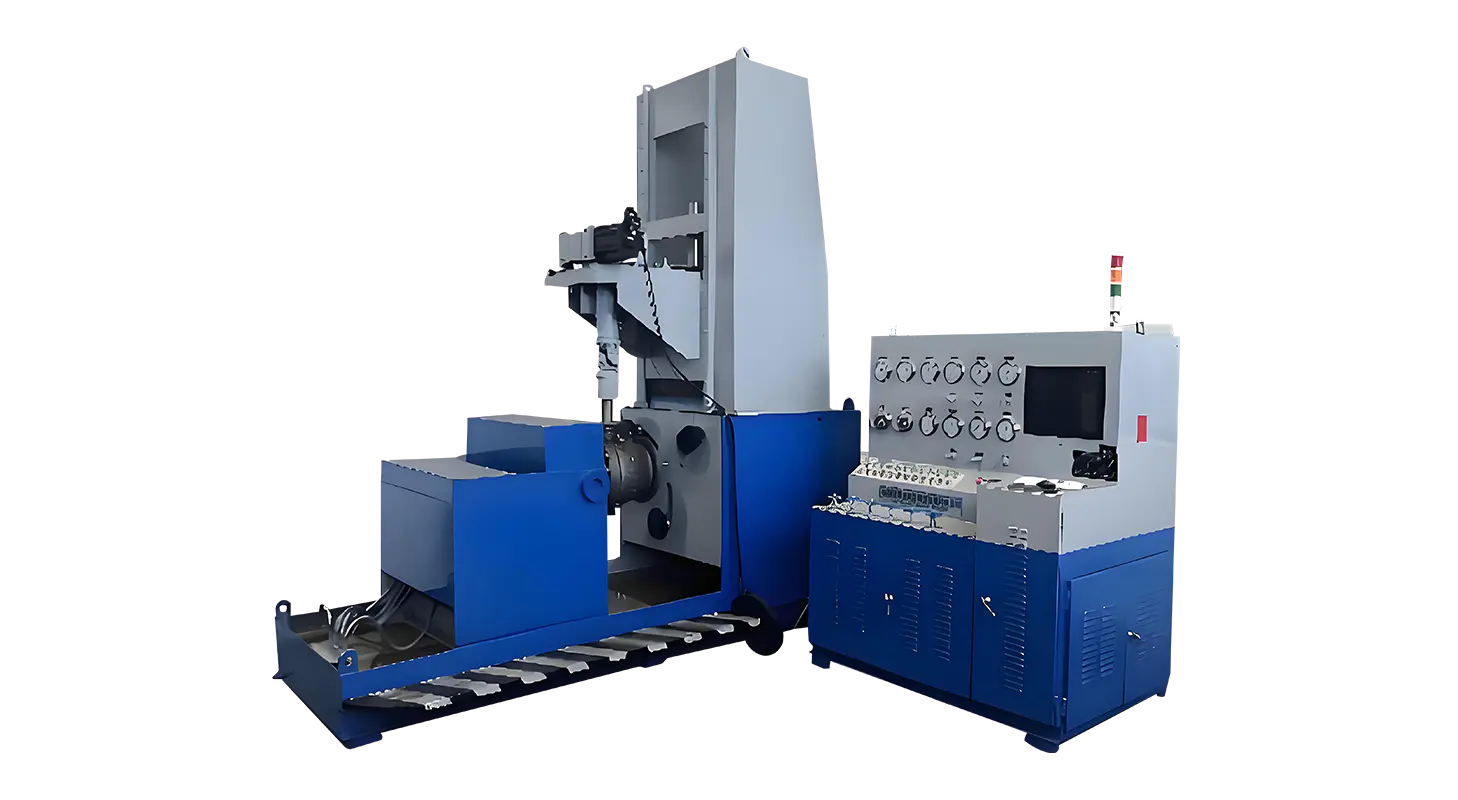
Functional testing simulates the valve’s operation under pressure. A valve body test machine is typically employed to apply controlled pressure to the valve and monitor its opening and closing behavior. This machine provides accurate pressure application and records valve response, enabling technicians to verify that the valve opens at the designated pressure.
Leak Testing
Leak testing evaluates the valve’s sealing capability. After the valve closes, it must not allow fluid or gas to pass through beyond acceptable limits. Leak testing often involves pressurizing the valve and using detection methods such as ultrasonic or bubble testing to identify any leaks.
Solenoid Coil Testing
For pressure relief valves equipped with solenoid-operated actuators, testing the solenoid coil is crucial. A solenoid coil tester is used to measure coil resistance and check for insulation integrity. Proper coil function ensures that the valve actuator responds reliably when electrically triggered.
Calibration and Adjustment
Based on test results, technicians may need to adjust the valve’s set pressure or replace worn components. Calibration ensures that the valve operates within specified limits and complies with regulatory standards.
Standards Governing Pressure Relief Valve Testing
Adhering to industry standards is fundamental for valve testing procedures to ensure safety and regulatory compliance. The ASME Boiler and Pressure Vessel Code Section VIII and API Standard 526 provide guidelines on testing and inspection of pressure relief valves.
ISO 4126 is an international standard that specifies safety valve testing requirements, including testing equipment and procedures. Compliance with these standards helps maintain consistent quality and performance across valve manufacturing and maintenance.
The Role of Testing Equipment
Accurate and reliable testing depends on the quality of testing equipment. A valve body test machine is indispensable for conducting pressure application and response measurements. This equipment allows for precise control of pressure levels and detailed recording of valve behavior.
Similarly, the solenoid coil tester ensures the electrical components of the valve actuator function correctly. Faulty solenoid coils can advance to failure in actuating the valve when necessary, potentially causing hazardous situations.
Together, these testing machines contribute to a comprehensive evaluation of pressure relief valves, addressing both mechanical and electrical aspects.
Pressure relief valve testing involves a series of detailed procedures designed to verify the safety and functionality of valves under operational conditions. Using specialized equipment such as valve body test machines and solenoid coil testers supports accurate testing and compliance with established standards. Through regular and thorough testing, industries can maintain reliable pressure relief systems that protect equipment and personnel from pressure-related hazards.
If you require detailed information about valve testing systems or equipment specifications, consulting with manufacturers specializing in valve test machinery is advisable. Proper testing not only enhances safety but also extends the service life of pressure relief valves in demanding industrial environments.
Related Products
Contact us
Address
Sanqiao Industrial Zone, Oubei, Yongjia County, Zhejiang Province, China
Phone
+86-13676520568
Telephone number
+86-13676520568
Fax
products
Quick Links
QR CODE