English
English
 русский
русский
 عربى
عربى
Get in touch
Get in touch
Jun 19, 2026
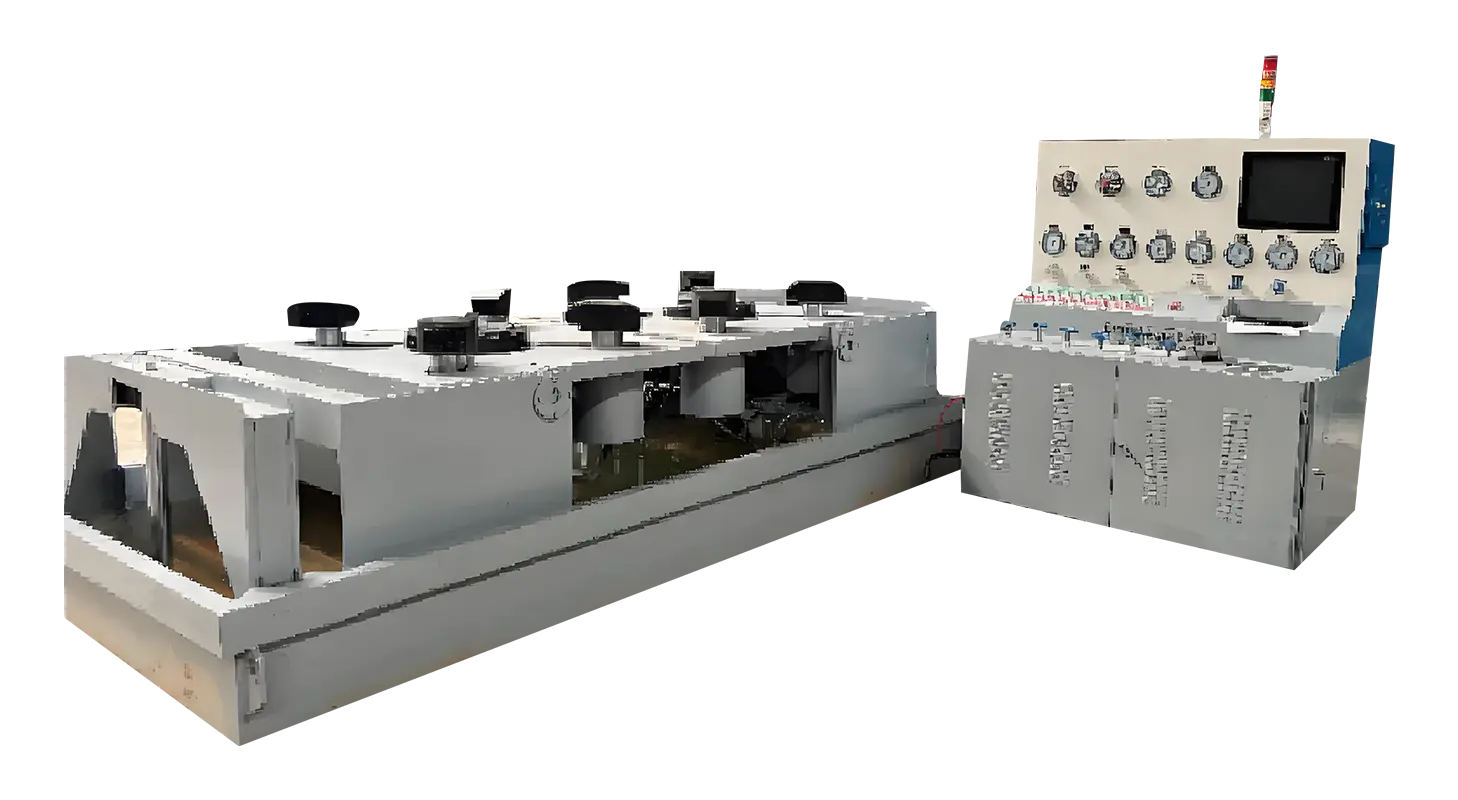
Global valve manufacturing is moving toward higher precision, stricter safety validation, and more automated quality control systems. As industries such as water treatment, oil and gas, and industrial piping expand, buyers are increasingly focused on test reliability, data traceability, and long-term equipment stability. In this context, the Duojia Hydraulic Valve Test Bench is widely adopted by manufacturers seeking consistent pressure testing performance and standardized quality inspection across different valve types in modern production environments.

International projects now require stricter validation of valve performance before installation, especially in critical infrastructure applications. This has made testing equipment a key part of production compliance systems.
Key procurement requirements include:
These requirements are shaping how valve factories design their quality control workflows.
Many manufacturing facilities still rely on semi-manual testing processes, which can create inconsistencies in quality evaluation, especially during high-volume production.
Common issues include:
These limitations are driving demand for more automated hydraulic testing solutions.
In valve performance inspection, hydraulic system stability is one of the most critical factors influencing test reliability. Even small pressure variations can lead to inaccurate quality judgments.
Key performance expectations include:
These features are essential for modern valve production environments.
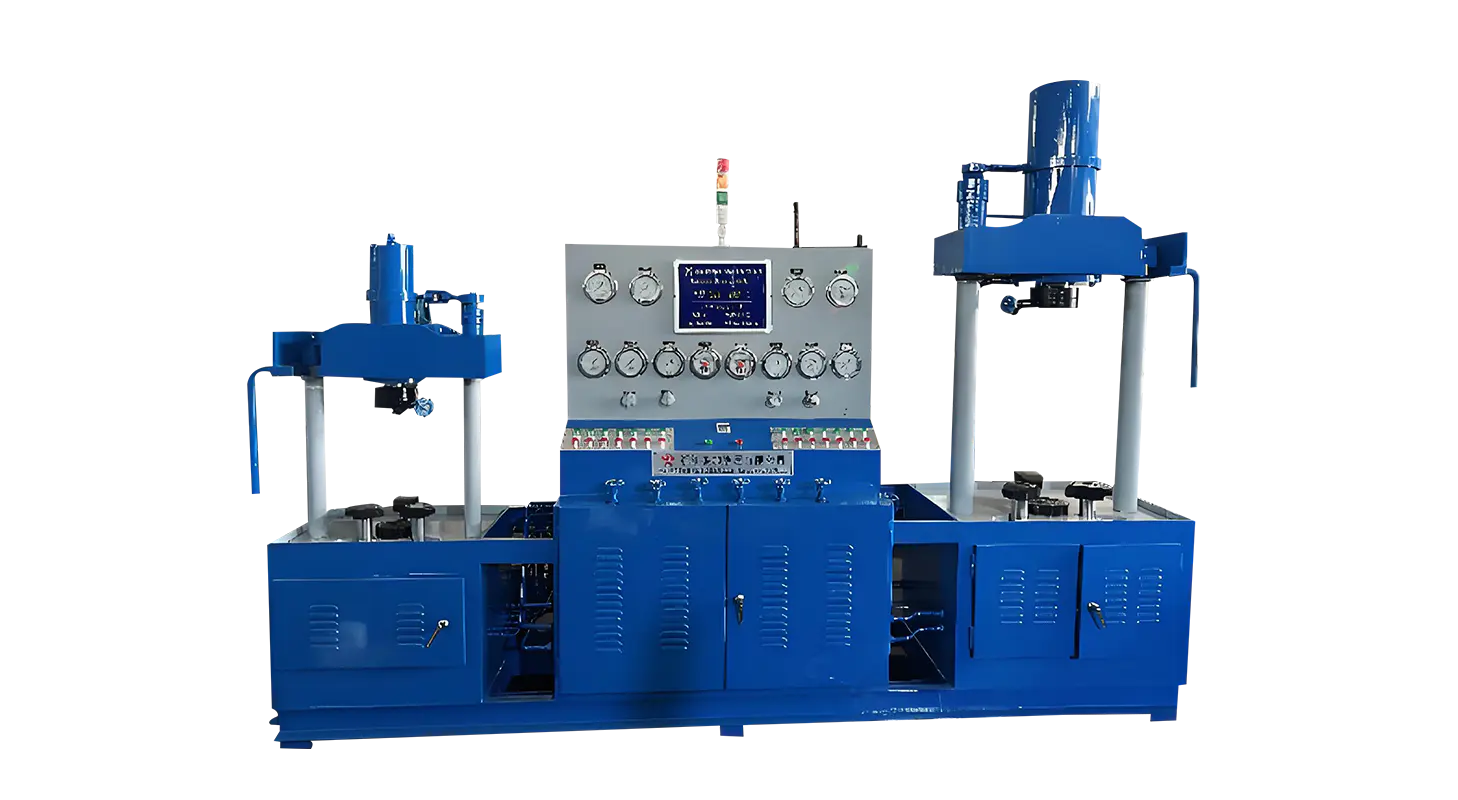
Butterfly valves are widely used in fluid control systems, making their performance validation an essential part of manufacturing quality assurance. Their structure requires precise sealing and rotation testing under varying pressure conditions.
Key testing requirements include:
This makes specialized testing systems critical for production reliability.
Modern manufacturing increasingly requires digital integration in testing processes to support quality traceability and production optimization. This is especially important for international compliance documentation.
Key system capabilities include:
These functions improve transparency and reduce manual recording errors.
For global buyers, valve testing equipment must be adaptable to different production requirements and support long-term operational stability in industrial environments.
Key evaluation factors include:
Manufacturers with strong engineering capability are better positioned for long-term industrial cooperation.
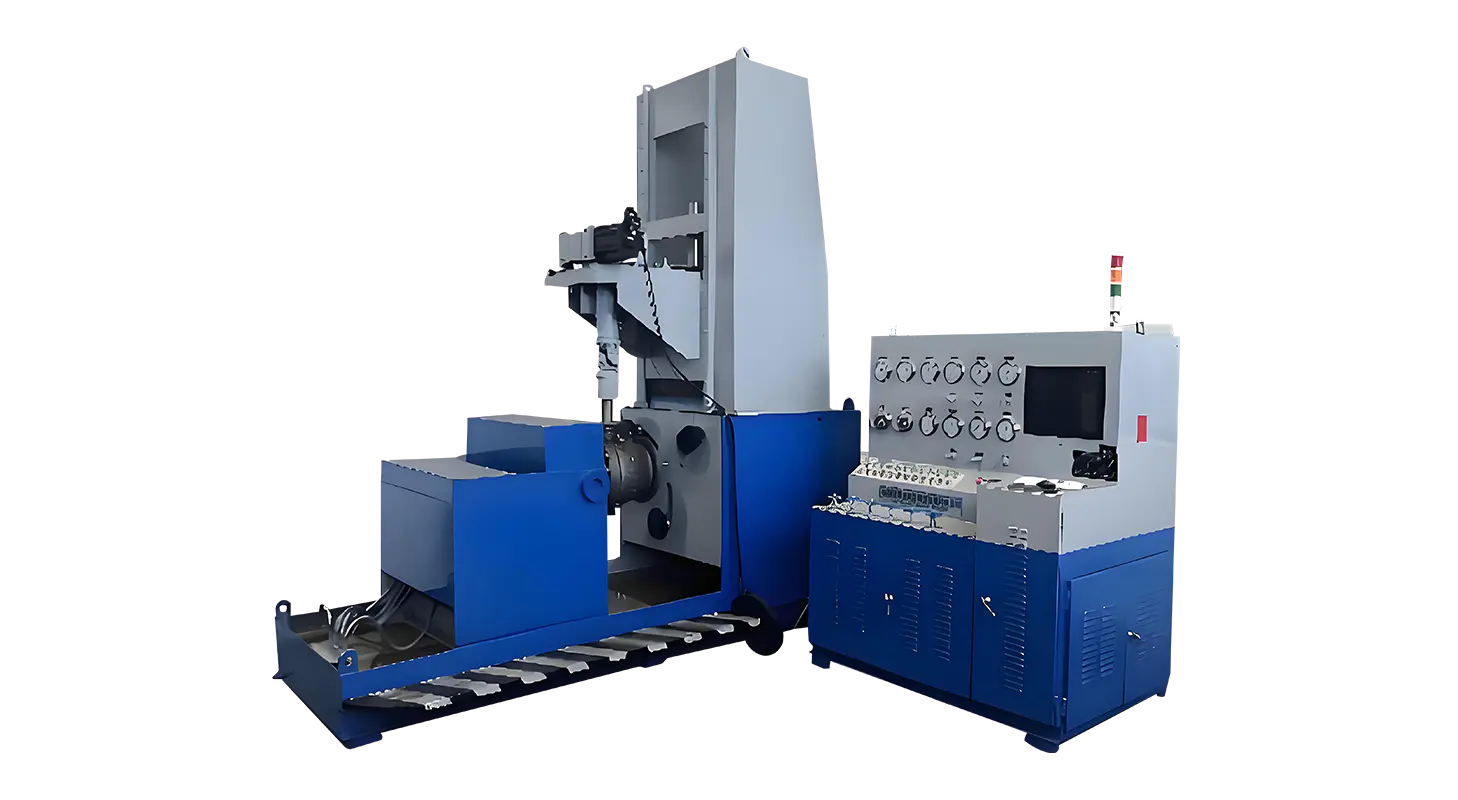
As global industries continue to demand higher safety standards and more reliable fluid control systems, valve testing technology will continue to evolve toward automation, digitalization, and higher precision. Buyers are increasingly prioritizing system stability, testing accuracy, and data traceability in procurement decisions.
In this evolving industrial landscape, Butterfly Valve Test Bench solutions will remain a key component of valve manufacturing quality assurance systems, supporting improved testing efficiency, higher compliance standards, and more reliable industrial fluid control performance worldwide.
Related Products
Contact us
Address
Sanqiao Industrial Zone, Oubei, Yongjia County, Zhejiang Province, China
Phone
+86-13676520568
Telephone number
+86-13676520568
Fax
products
Quick Links
QR CODE