English
English
 русский
русский
 عربى
عربى
Get in touch
Get in touch
Jun 12, 2026
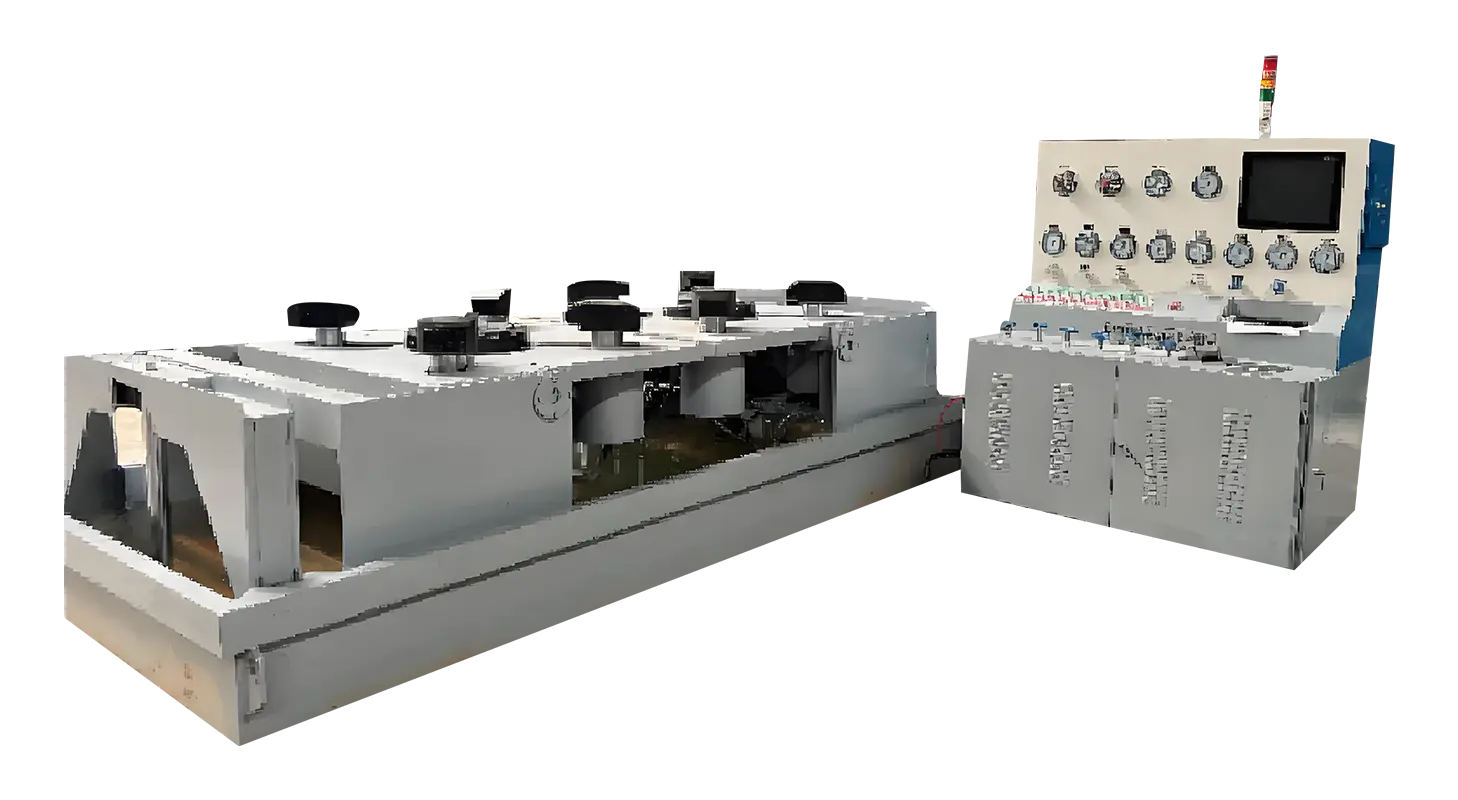
Global valve manufacturing and fluid control industries are under growing pressure to improve product safety, testing accuracy, and compliance with international quality standards. As industrial systems become more complex, buyers are no longer focusing only on production capacity—they are also prioritizing performance validation, leakage prevention, and long-term reliability. In this context, the Duojia Hydraulic Valve Test Bench is increasingly used by manufacturers and engineering workshops that require stable, repeatable, and high-precision testing for different valve types under real operating pressure conditions.

Stricter global industrial safety regulations are pushing valve manufacturers to upgrade their testing systems. End users in oil & gas, water treatment, and chemical processing industries require verified performance data before installation.
Key procurement requirements include:
These requirements are making advanced test benches a core part of modern valve production lines.
Despite technological progress, many workshops still rely on manual or semi-automatic testing processes, which can limit accuracy and efficiency. These issues become more visible in mass production environments.
Typical challenges include:
These limitations are driving demand for more automated and standardized testing systems.
In valve performance evaluation, hydraulic stability directly determines testing accuracy and repeatability. Even small pressure fluctuations can affect final quality judgments.
Key performance expectations include:
These features are essential for industrial-scale valve production and certification processes.
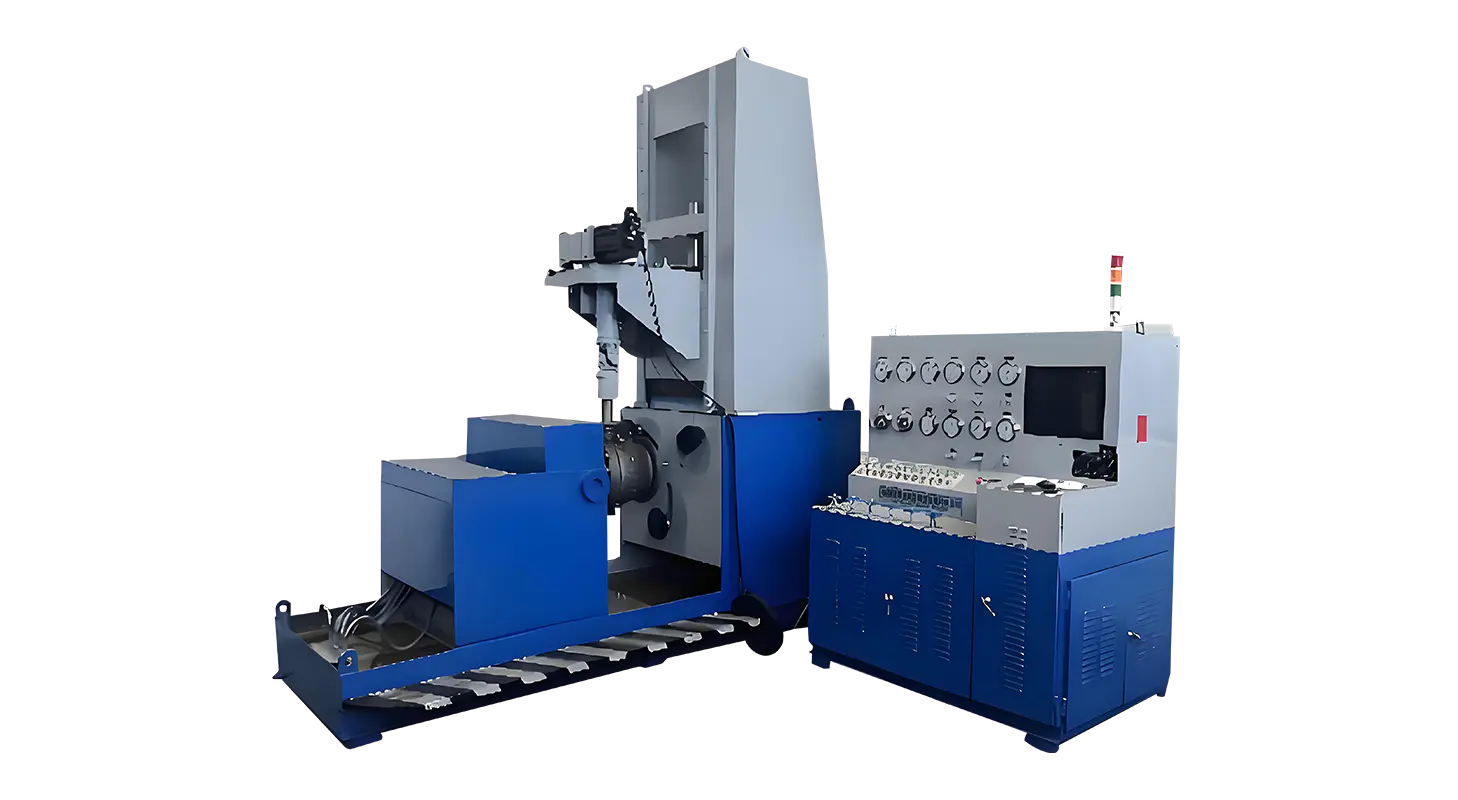
Butterfly valves are widely used in water supply systems, HVAC applications, and industrial pipelines, making their performance testing a critical step in manufacturing quality control. Their structural design requires precise sealing and rotation performance validation.
Key testing requirements include:
This makes specialized testing systems essential for ensuring product reliability.
With the rise of smart manufacturing, valve testing equipment is increasingly expected to provide digital monitoring and traceable quality data. This improves production transparency and supports international certification requirements.
Key system capabilities include:
These functions help manufacturers improve quality control efficiency and reduce inspection errors.
For global buyers, test bench selection is closely linked to long-term reliability and production line compatibility. Equipment must adapt to different valve sizes and industrial testing environments.
Key evaluation factors include:
Manufacturers with strong engineering capability are preferred for industrial-scale testing applications.
As industrial valve applications continue to expand across energy, water, and manufacturing sectors, demand for precise and automated testing systems will continue to grow. Buyers are increasingly prioritizing testing accuracy, data traceability, and system stability in procurement decisions.
In this evolving industrial landscape, Butterfly Valve Test Bench solutions will remain a critical component in valve manufacturing quality assurance, supporting higher safety standards, improved production efficiency, and more reliable industrial fluid control systems worldwide.
Related Products
Contact us
Address
Sanqiao Industrial Zone, Oubei, Yongjia County, Zhejiang Province, China
Phone
+86-13676520568
Telephone number
+86-13676520568
Fax
products
Quick Links
QR CODE